GermanRepRap
German RepRap X400CE (aka Druckbrudi)
⚠ Achtung: Die Doku ist im Moment als fortlaufende Projektdokumentation genutzt und unterliegt starken Änderungen. Außerdem ist vieles evtl. noch nicht korrekt, da hier Elektroniknoobs am Werk sind.
Allgemeines
Bei dem Drucker handelt es sich um einen umgebauten German RepRap X400CE. Der Drucker hat einen Voron Druckkopf mit 0,8mm Düse. Die Elektronik ist ein Rambo-Board von Prusa in Verbindung mit einem Solid State Relay für die beheizte Druckplatte.
Die Bedienung eines 3D Druckers ist kein Hexenwerk. Dennoch ist ein 3D Drucker eine komplexe Maschine, bei der einige Stolpersteine lauern. Um Defekte vorzubeugen und um die Verfügbarkeit des Druckers für alle Mitglieder des OpenLab zu ermöglichen wird eine Einweisung für Menschen ohne 3D Druck erfahrung vorgeschlagen.
| IP | 172.16.0.176 | |
| Hostname | druckbrudi.lab | |
| Weboberfläche | http://172.16.0.176/diy |
| Bauraum (BTH) | 400 x 400 x 400 mm | |
| Düse | 0.8mm | |
| Filament | 1.75mm (i.d.R PLA) | |
Prusa Slicer Profil
config.ini > import
# generated by PrusaSlicer 2.6.1+win64 on 2023-12-19 at 21:04:20 UTC
autoemit_temperature_commands = 1
avoid_crossing_curled_overhangs = 0
avoid_crossing_perimeters = 0
avoid_crossing_perimeters_max_detour = 0
bed_custom_model =
bed_custom_texture =
bed_shape = 0x0,400x0,400x400,0x400
bed_temperature = 90
before_layer_gcode =
between_objects_gcode =
bottom_fill_pattern = monotonic
bottom_solid_layers = 3
bottom_solid_min_thickness = 0
bridge_acceleration = 0
bridge_angle = 0
bridge_fan_speed = 50
bridge_flow_ratio = 1
bridge_speed = 60
brim_separation = 0
brim_type = outer_only
brim_width = 0
color_change_gcode = M600
colorprint_heights =
compatible_printers_condition_cummulative = ;"printer_notes!~/.*NO_TEMPLATES.*/ and printer_notes!~/.*PRINTER_VENDOR_TRILAB.*/ and printer_notes!~/.*PRINTER_MODEL_MK4IS.*/ and ! (printer_notes=~/.*PRINTER_VENDOR_PRUSA3D.*/ and num_extruders>1)"
complete_objects = 0
cooling = 1
cooling_tube_length = 5
cooling_tube_retraction = 91.5
default_acceleration = 0
default_filament_profile =
default_print_profile =
deretract_speed = 0
disable_fan_first_layers = 3
dont_support_bridges = 1
draft_shield = disabled
duplicate_distance = 6
elefant_foot_compensation = 0
enable_dynamic_fan_speeds = 0
enable_dynamic_overhang_speeds = 0
end_filament_gcode = "; Filament-specific end gcode"
end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nM84 ; disable motors\n
external_perimeter_acceleration = 0
external_perimeter_extrusion_width = 0.9
external_perimeter_speed = 50%
external_perimeters_first = 0
extra_loading_move = -2
extra_perimeters = 1
extra_perimeters_on_overhangs = 0
extruder_clearance_height = 20
extruder_clearance_radius = 20
extruder_colour = ""
extruder_offset = 0x0
extrusion_axis = E
extrusion_multiplier = 1
extrusion_width = 0.9
fan_always_on = 1
fan_below_layer_time = 20
filament_colour = #FF8000
filament_cooling_final_speed = 2
filament_cooling_initial_speed = 3
filament_cooling_moves = 1
filament_cost = 27.82
filament_density = 1.27
filament_deretract_speed = nil
filament_diameter = 1.75
filament_load_time = 0
filament_loading_speed = 14
filament_loading_speed_start = 19
filament_max_volumetric_speed = 0
filament_minimal_purge_on_wipe_tower = 0
filament_multitool_ramming = 0
filament_multitool_ramming_flow = 10
filament_multitool_ramming_volume = 10
filament_notes = ""
filament_ramming_parameters = "130 120 2.70968 2.93548 3.32258 3.83871 4.58065 5.54839 6.51613 7.35484 7.93548 8.16129| 0.05 2.66451 0.45 3.05805 0.95 4.05807 1.45 5.97742 1.95 7.69999 2.45 8.1936 2.95 11.342 3.45 11.4065 3.95 7.6 4.45 7.6 4.95 7.6"
filament_retract_before_travel = nil
filament_retract_before_wipe = nil
filament_retract_layer_change = nil
filament_retract_length = nil
filament_retract_length_toolchange = nil
filament_retract_lift = nil
filament_retract_lift_above = nil
filament_retract_lift_below = nil
filament_retract_restart_extra = nil
filament_retract_restart_extra_toolchange = nil
filament_retract_speed = nil
filament_settings_id = "Generic PETG @Template"
filament_soluble = 0
filament_spool_weight = 0
filament_toolchange_delay = 0
filament_type = PETG
filament_unload_time = 0
filament_unloading_speed = 20
filament_unloading_speed_start = 100
filament_vendor = Generic
filament_wipe = nil
fill_angle = 45
fill_density = 20%
fill_pattern = stars
first_layer_acceleration = 0
first_layer_acceleration_over_raft = 0
first_layer_bed_temperature = 85
first_layer_extrusion_width = 0.84
first_layer_height = 0.5
first_layer_speed = 30
first_layer_speed_over_raft = 30
first_layer_temperature = 230
full_fan_speed_layer = 5
fuzzy_skin = none
fuzzy_skin_point_dist = 0.8
fuzzy_skin_thickness = 0.3
gap_fill_enabled = 1
gap_fill_speed = 20
gcode_comments = 0
gcode_flavor = marlin2
gcode_label_objects = 0
gcode_resolution = 0.0125
gcode_substitutions =
high_current_on_filament_swap = 0
host_type = octoprint
idle_temperature = nil
infill_acceleration = 0
infill_anchor = 600%
infill_anchor_max = 50
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0.9
infill_first = 0
infill_overlap = 25%
infill_speed = 80
interface_shells = 0
ironing = 0
ironing_flowrate = 15%
ironing_spacing = 0.1
ironing_speed = 15
ironing_type = top
layer_gcode =
layer_height = 0.5
machine_limits_usage = time_estimate_only
machine_max_acceleration_e = 10000,5000
machine_max_acceleration_extruding = 1500,1250
machine_max_acceleration_retracting = 1500,1250
machine_max_acceleration_travel = 1500,1250
machine_max_acceleration_x = 9000,1000
machine_max_acceleration_y = 9000,1000
machine_max_acceleration_z = 500,200
machine_max_feedrate_e = 120,120
machine_max_feedrate_x = 500,200
machine_max_feedrate_y = 500,200
machine_max_feedrate_z = 12,12
machine_max_jerk_e = 2.5,2.5
machine_max_jerk_x = 10,10
machine_max_jerk_y = 10,10
machine_max_jerk_z = 0.2,0.4
machine_min_extruding_rate = 0,0
machine_min_travel_rate = 0,0
max_fan_speed = 50
max_layer_height = 0
max_print_height = 200
max_print_speed = 80
max_volumetric_extrusion_rate_slope_negative = 0
max_volumetric_extrusion_rate_slope_positive = 0
max_volumetric_speed = 0
min_bead_width = 85%
min_fan_speed = 30
min_feature_size = 25%
min_layer_height = 0.07
min_print_speed = 10
min_skirt_length = 0
mmu_segmented_region_interlocking_depth = 0
mmu_segmented_region_max_width = 0
notes =
nozzle_diameter = 0.8
only_retract_when_crossing_perimeters = 0
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhang_fan_speed_0 = 0
overhang_fan_speed_1 = 0
overhang_fan_speed_2 = 0
overhang_fan_speed_3 = 0
overhang_speed_0 = 15
overhang_speed_1 = 15
overhang_speed_2 = 20
overhang_speed_3 = 25
overhangs = 1
parking_pos_retraction = 92
pause_print_gcode = M601
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0.9
perimeter_generator = arachne
perimeter_speed = 60
perimeters = 3
physical_printer_settings_id = Drucker Brudi
post_process =
print_host =
print_settings_id = Drucker Brudi
printer_model =
printer_notes =
printer_settings_id = Drucker Brudi
printer_technology = FFF
printer_variant =
printer_vendor =
printhost_apikey =
printhost_cafile =
raft_contact_distance = 0.1
raft_expansion = 1.5
raft_first_layer_density = 90%
raft_first_layer_expansion = 3
raft_layers = 0
remaining_times = 0
resolution = 0
retract_before_travel = 2
retract_before_wipe = 0%
retract_layer_change = 0
retract_length = 2
retract_length_toolchange = 10
retract_lift = 0
retract_lift_above = 0
retract_lift_below = 0
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 40
seam_position = aligned
silent_mode = 1
single_extruder_multi_material = 0
single_extruder_multi_material_priming = 1
skirt_distance = 6
skirt_height = 1
skirts = 1
slice_closing_radius = 0.049
slicing_mode = regular
slowdown_below_layer_time = 10
small_perimeter_speed = 15
solid_infill_acceleration = 0
solid_infill_below_area = 70
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0.9
solid_infill_speed = 20
spiral_vase = 0
staggered_inner_seams = 0
standby_temperature_delta = -5
start_filament_gcode = "; Filament gcode\n"
start_gcode = G28 ; Home XYZ.\nG29 P1 ; Do automated probing of the bed.\nG29 P3 ; Smart Fill Repeat until all mesh points are filled in, Used to fill unreachable points.\nG29 S0 ; Save UBL mesh points to slot 0 (EEPROM).\nG29 F 20.0 ; Set Fade Height for correction at 10.0 mm.\nG29 A ; Activate the UBL System.\nM500 ; Save current setup. WARNING - UBL will be active at power up, before any G28.
support_material = 0
support_material_angle = 0
support_material_auto = 1
support_material_bottom_contact_distance = 0
support_material_bottom_interface_layers = -1
support_material_buildplate_only = 0
support_material_closing_radius = 2
support_material_contact_distance = 0.2
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0.7
support_material_interface_contact_loops = 0
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_pattern = rectilinear
support_material_interface_spacing = 0
support_material_interface_speed = 100%
support_material_pattern = rectilinear
support_material_spacing = 2.5
support_material_speed = 60
support_material_style = grid
support_material_synchronize_layers = 0
support_material_threshold = 0
support_material_with_sheath = 1
support_material_xy_spacing = 50%
support_tree_angle = 40
support_tree_angle_slow = 25
support_tree_branch_diameter = 2
support_tree_branch_diameter_angle = 5
support_tree_branch_diameter_double_wall = 3
support_tree_branch_distance = 1
support_tree_tip_diameter = 0.8
support_tree_top_rate = 15%
temperature = 240
template_custom_gcode =
thick_bridges = 1
thin_walls = 1
threads = 8
thumbnails =
thumbnails_format = PNG
toolchange_gcode =
top_fill_pattern = monotonic
top_infill_extrusion_width = 0.8
top_solid_infill_acceleration = 0
top_solid_infill_speed = 15
top_solid_layers = 3
top_solid_min_thickness = 0
travel_acceleration = 0
travel_speed = 130
travel_speed_z = 0
use_firmware_retraction = 0
use_relative_e_distances = 0
use_volumetric_e = 0
variable_layer_height = 1
wall_distribution_count = 1
wall_transition_angle = 10
wall_transition_filter_deviation = 25%
wall_transition_length = 100%
wipe = 0
wipe_into_infill = 0
wipe_into_objects = 0
wipe_tower = 0
wipe_tower_bridging = 10
wipe_tower_brim_width = 2
wipe_tower_cone_angle = 0
wipe_tower_extra_spacing = 100%
wipe_tower_extruder = 0
wipe_tower_no_sparse_layers = 0
wipe_tower_rotation_angle = 0
wipe_tower_width = 60
wipe_tower_x = 180
wipe_tower_y = 140
wiping_volumes_extruders = 70,70
wiping_volumes_matrix = 0
xy_size_compensation = 0
z_offset = 0Umbau
Hilfreiche Links
- GitHub Projekt für den Drucker
- eine Dokumentation der Hochschule Hamm-Lippstadt
- Original Anleitung des X400 Druckers von German RepRap
Marlin Firmware (bugfix-1.1 für Rambo)Anleitung zum kompilieren mit Arduino
Alte Hardware
Stromversorgung
Zwei dreipolige Kaltgerätekabel:
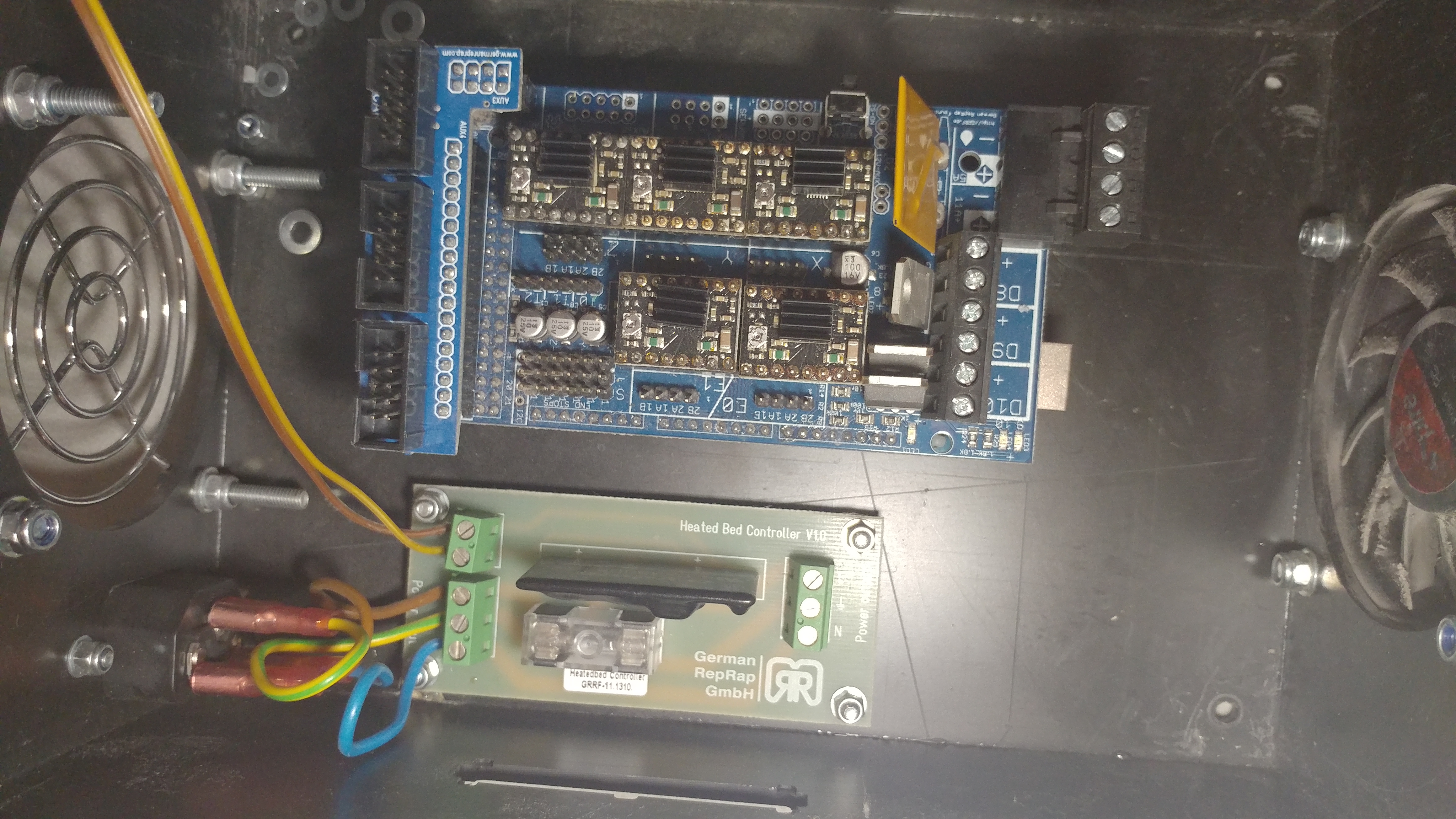
- Einer geht direkt in die Elektronik-Box und landet auf einer Platine, die über ein Relais geschaltet wird und direkt das Heizbett versorgt.
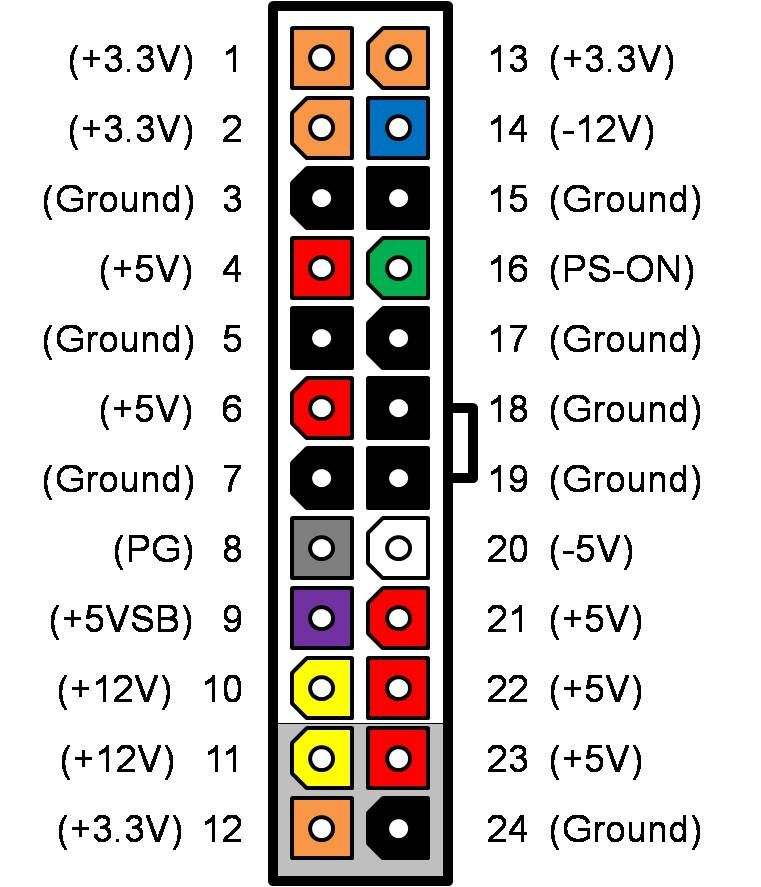
- Der zweite geht in ein PC-Netzteil. Dort werden 4 adern am großen 24 poligen
ATX-Stecker über einen Adapter abgezweigt:
- Pin 3: GND
- Pin 6: 5V
- Pin 20: -5v
- Pin 21: +5v
{kind=link}
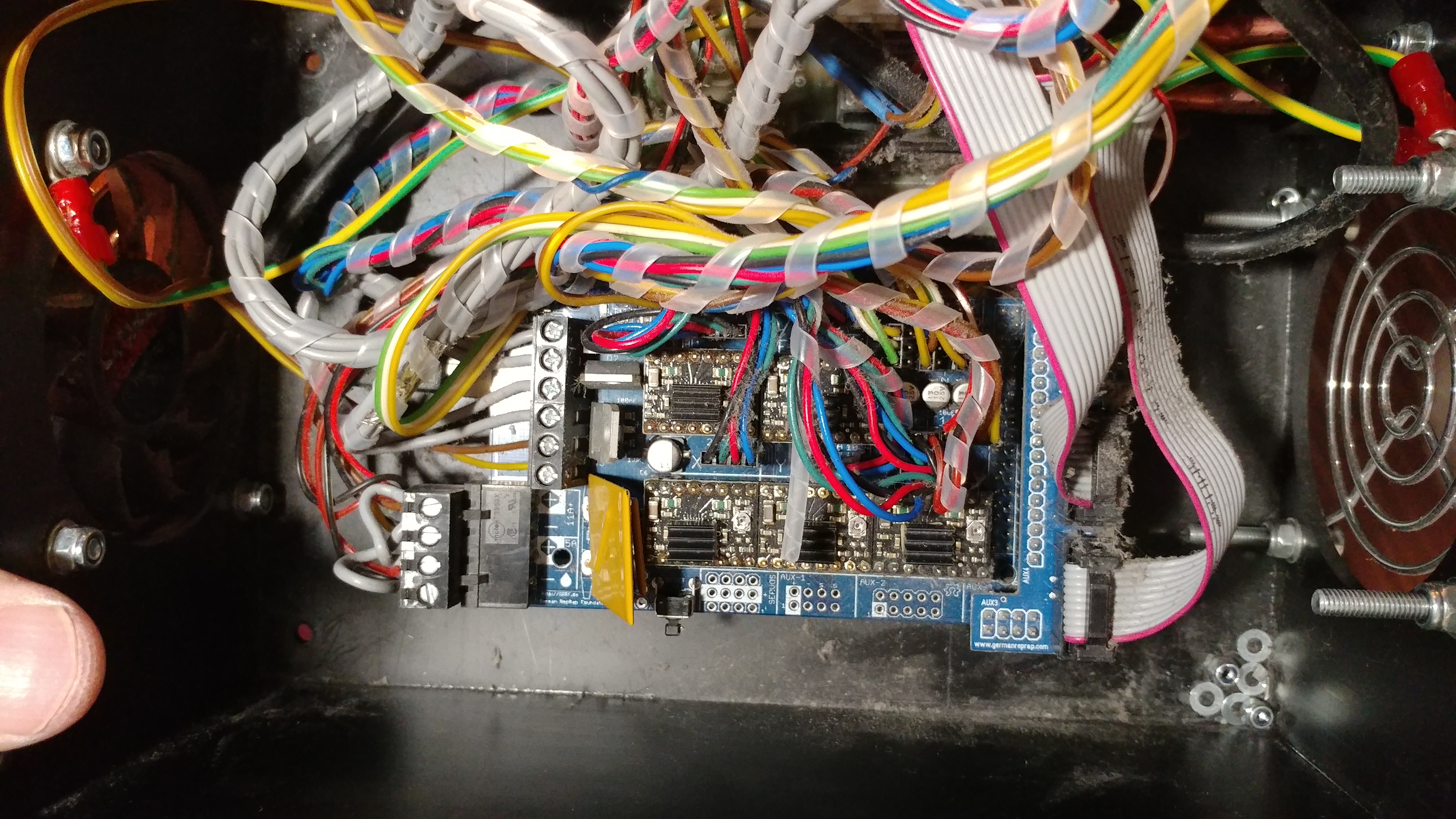
Elektronik
Arduino mit R.A.M.P.S Board.
{kind=link}
{kind=link}
Extruder
Dual-Schrott-Extruder - wird nicht weiter verwendet. Kabelbaum bleibt erstmal, den müssen wir vorerst nicht auseinanderrupfen.
Neue Hardware
Stromversorgung
150 Watt Meanwell HLG-150H-24B ersetzt das umgewandelte PC Netzteil.
Elektronik
- Rambo Einsy 1.1b Board (Dokumentation). (Bereits vorhanden)
- Endstops werden vorerst nicht genutzt, wir versuchen die Motortreiber des Rambo-Boards dafür zu verwenden (Plastikendstops, gegen die der Drucker dagegenfahren kann)
- Können das die Old School Treiber die ohne UART laufen?
- Vorschlag: smarteres Mainboard oder das Rambo als Klipper laufen lassen (RPi als “Brain”)
Extruder / Hotend
Auf jeden Fall neuer Extruder / Hotend + Sonde für automatische Kalibrierung.
TODO: Recherche was passt + bestellen.
Vorschläge:
- Bondtech & Slice Engineering LGX ACE Extruder (Large Gear Extruder, besser als BMG) mit integriertem Mosquito Hotend (schneller als z.B. Copperhead), 255€
- BMG Extruder + Mosquito Magnum Hotend, höherer Volumenfluss als mit standard Mosquito (fraglich ob sich dafür Aufpreis und älterer Extruder lohnt), 369€
- LGX ACE Extruder mit dem schnellsten Filament Hotend auf dem Markt (dank bis zu 2 Stück 50W Cartridges), 400€
Mechanik
Linearlager sind ein paar am Ende, sollten alle getauscht
werden, zumindes für x und y. Maße? Am besten Misumi oder HIWIN
nehmen.
Lager wurden durch Misumi Lager ersetzt.